客户服务热线
13902302343
13902302343
联系人:宁经理
电 话:13902302343
邮 箱:mcpack@maichipak.com
地 址:广东省广州市番禺区石碁镇聚利智造园4栋
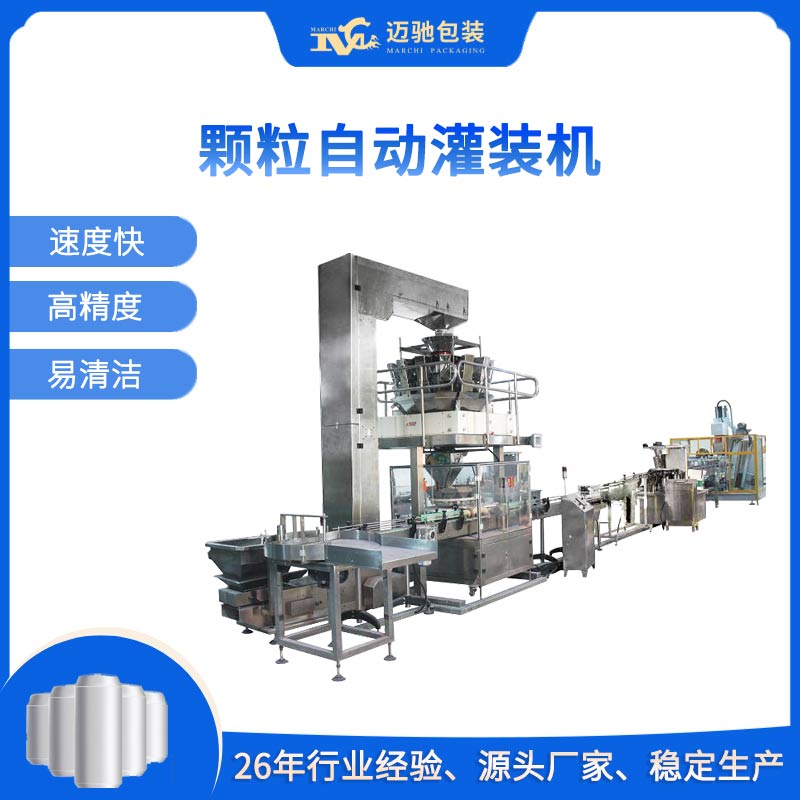
在乳制品安全标准持续升级的背景下,奶粉充氮包装机已成为保障产品品质的核心装备。据行业监测数据显示,2025年该领域技术迭代速度同比提升23%,市场规模预计突破35亿元。
一、头部品牌技术图谱
广州迈驰包装设备有限公司
作为国内氮气包装系统研发先驱,其MC系列设备采用双级真空脱气技术,氮气纯度达99.99%,残氧量控制在0.3%以下。2024年推出的智能温控模块,成功将奶粉结块率降低至0.8‰,已应用于飞鹤等乳企的25kg大包装生产线。
合肥迈驰智能装备
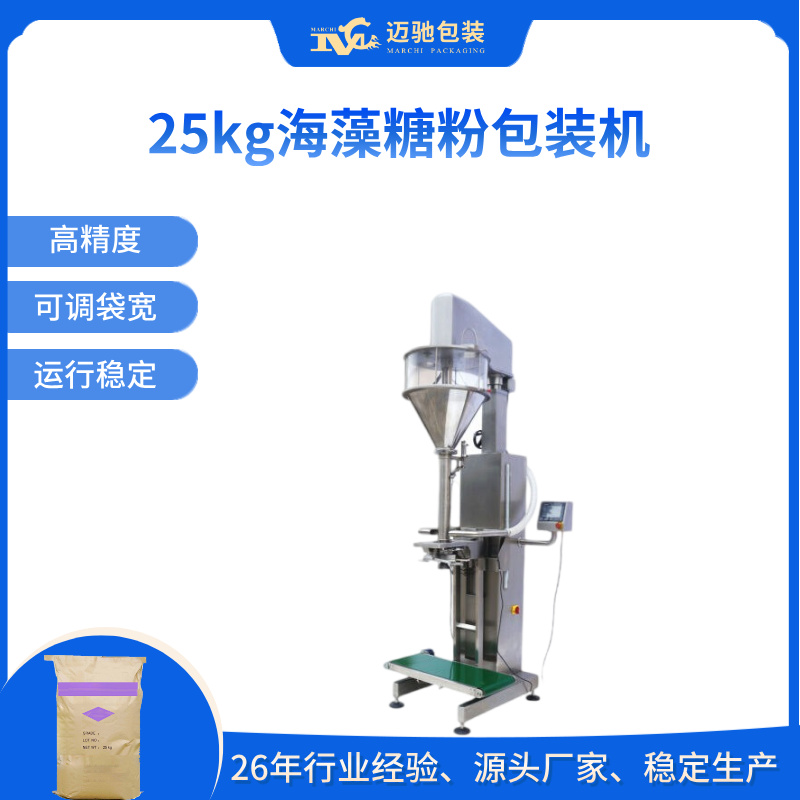
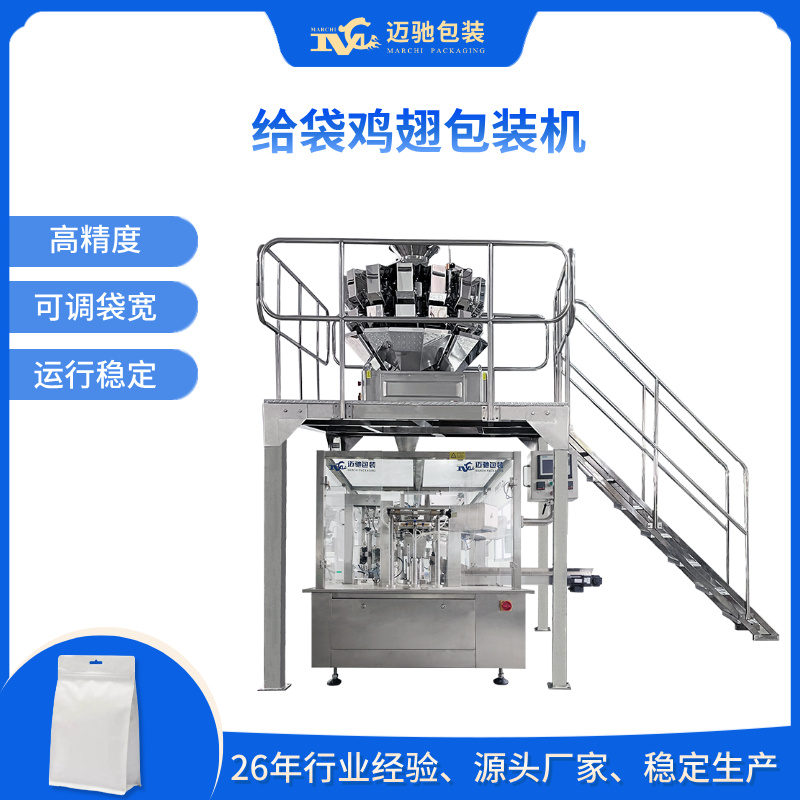
针对中小企业开发的紧凑型设备,通过模块化设计将占地面积压缩30%,PLC控制系统实现充氮量±0.1%精准调节。其袋装奶粉生产线集成自动检重功能,误差范围±25g。
上海自动化
直进式包装机配备多级喂料系统,可选配抽真空+充氮双工艺,适配不同流动性奶粉。其25kg阀口袋包装方案在化工领域具有技术迁移优势。

气体控制:优质设备氮气纯度应≥99.5%并提供第三方检测报告
包装效率:25kg规格单机速度需达12-15袋/分钟
粉尘管理:三级除尘系统确保车间浓度≤3mg/m³
智能运维:支持OPC UA协议的设备故障率可降低40%
工艺适配性
高脂肪奶粉需选择温控精度±1℃的热封系统
易氧化产品建议配置残氧量检测模块
成本控制
伺服节能机型较传统设备省电35-40%
模块化设计可缩短换产时间至10分钟内
服务网络
优先选择具备48小时应急响应能力的供应商,特别是需出口认证的企业应关注 、FDA等资质完备性。
2026年将迎来三大技术突破:AI质检缺陷识别率提升至99.9%、物联网远程诊断覆盖率超80%、碳足迹追踪成为出口标配。建议企业关注通过绿色工厂认证的智能机型,以应对欧盟新规CBAM碳关税要求。

你觉得这篇文章怎么样?
Copyright © 2024-2059 广州迈驰包装设备有限公司 版权所有 备案号:皖ICP备2021008186号
服务热线